Приводимая здесь табл. 18 содержит конструктивные элементы трех окуляров. Чтобы получить окуляр с другим фокусным расстоянием, нужно все размеры пропорционально изменить. Например, для окуляра с ф=20 мм все размеры нужно удвоить.
Таблица 18. Конструктивные элементы окуляров (см. рис. 67, б, в, д)
Окуляр Рамсдена |
Окуляр Кёльнера |
Симметричный окуляр |
|||
R1 = Ґ |
d1 = 1,42 (K8) |
R1 = Ґ |
d1 = 2,12 (K8) |
R1 = +30,028 |
d1 = 0,664 (Ф2) |
R2 = -6,97 |
d2 = 8,79 |
R2 = -9,772 |
d2
= 6,75 |
R2 = +9,196 |
d1 = 2,664 (K8) |
R3 = +6,97 |
d3 = 0,93 (K8) |
R3 = +9,296 |
d3 = 2,64 (K8) |
R3 = -12,036 |
d1 = 0,168 (воздух) |
R4 = Ґ |
p = 2,55 |
R4 = -5,284 |
d4 = 0,68 (Ф2) |
R4 = +12,036 |
d1 = 2,644 (К8) |
фок = 10,0 |
p0 = 2,87 |
R5 = -23,904 |
p = 3,02 |
R5 = -9,196 |
d1 = 0,644 (Ф2) |
f1 = f2 = 13,5 |
фок = 10,0 |
p0 = 4,51 |
R6 = -30,028 |
p = 7,68 |
|
фок = 10,0 |
p0 = 7,68 |
||||
Заготовка для линз вырезается трубчатым сверлом вручную или на сверлильном станке с минимальной скоростью вращения. Если нет специальных марок стекла, можно положительные линзы окуляров Гюйгенса, Рамсдена, Кельнера и др., а также линзу Барлоу вырезать из обычного оконного стекла. Все подробности вырезания остаются теми же, что и при вырезании заготовки главного зеркала: грубый абразив, пластилиновый бортик, подклеивание предохранительного листа стекла на выходе сверла и т. п.
При сверлении центробежные силы могут отломить сверло от его хвостовика, если они не соосны. Масса сверла должна быть минимальной - минимальная толщина стенок (1-2 мм), минимальная высота (на 2-3 мм больше толщины стекла), толщина основания (дна) 3-4 мм, но максимальный диаметр хвостовика для данного патрона станка.
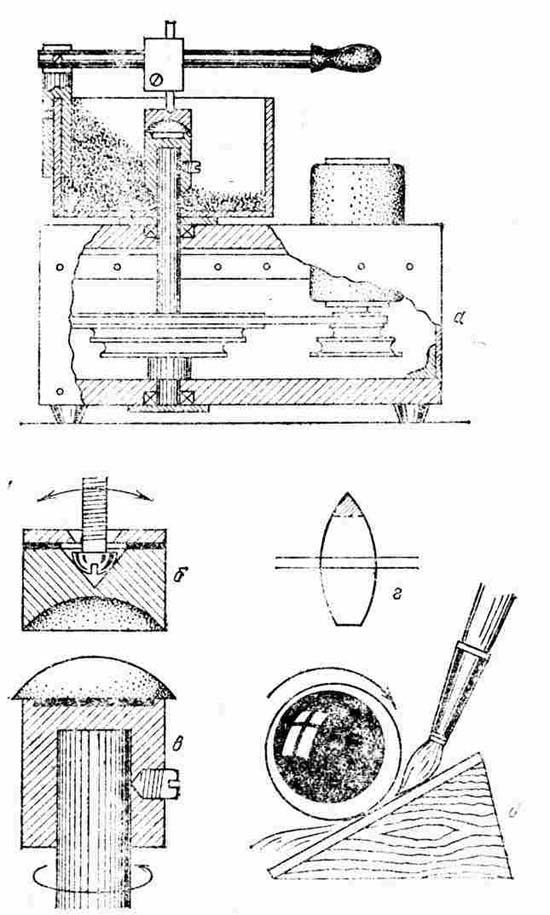
Из латуни, бронзы или другого металла выточим ступенчатый шлифовальник (рис. 69,6). Для протачивания вогнутых шлифовальников предварительно в его центре просверливается углубление диаметром 1-3 мм и глубиной немного больше стрелки кривизны. Чтобы шлифовальник не соскакивал с поводка, сделаем специальную шайбу с отверстием, которая будет удерживать шлифовальник на поводке (рис. 69, б).
Мелкие линзы можно шлифовать и на простейшем поворотном столе (см. рис. 32), но лучше сделать простой вертикальный шпиндель (рис. 69, а) с двигателем 25-50 Вт и с ременной передачей. Впрочем, для небольшого станка достаточно резинового пассика. Все это установлено в ящике, снабженном цилиндрическим бортиком, защищающим станок от грязи и на котором крепится шарнир рычага с поводком.
Выточим оправку для крепления заготовки линзы (рис. б9, в). Она имеет бортик высотой примерно 2 мм с тремя или четырьмя радиальными прорезями. При наклеивании заготовки кладем кусочек смолы на торец и нагреваем. Когда смола расплавится, прижимаем к бортику заготовку. Излишки смолы вытекают через прорези. Таким образом, заготовка оказывается строго фиксированной на оправке.
Если обрабатывается выпуклая поверхность линзы, то заготовка устанавливается на шпиндель, а если вогнутая - на поводок. Чтобы не срезать шлифовальник при обдирке, выпуклую линзу предварительно обдерем на наждачном круге заточного станка. Шлифовку начинаем микропорошком М40. Убедившись в том, что неровности после обдирки сглажены, переходим к М20, а через 10 — 20 мин к Ml0.
Рис. 69. Шлифовка линз для окуляров; а — вертикальный шпиндель, б — шлифовальник на поводке, в — оправка для крепеления линзы, е— несовпадение геометрической и oптической осей линзы, д — приспособление для кругления линз.
Закончив шлифовку, обычным образом формуем полировальник из смолы. Из-за больших скоростей и давления смолу нужно взять самую твердую. Если ее нет, добавим в расплав канифоли, чтобы ее стало 80—90 % по весу. Можно смолу просто прокипятить. Во время полировки каждые 2—3 минуты даем смоле остыть и одновременно формуем полировальник на линзе. Подобным образом шлифуется и полируется плоская сторона линзы.
Не вдаваясь в подробности, отметим, что точность поверхностей линз для окуляра может быть очень низкой, и поэтому полировку ведем без контроля формы. Это ни в коей мере не относится к линзе Барлоу, поверхности которой должны быть сделаны с точностью не ниже (3—5), ни тем более к линзам проекционных систем, например, окулярной камеры, где точность поверхностей линз должна быть около l /2.
После завершения шлифовки и полировки оптическая и геометрическая оси линзы могут не совпадать (рис. 69, г), поэтому придется сделать кругление линзы. Наклеим смолой линзу на оправку, установленную на вертикальном шпинделe, и сразy, не давая смоле затвердеть, повернем от руки шпиндель, наблюдая за двумя отражениями лампы на обеих поверхностях линзы. Если оптическая ось не совпадает с осью шпинделя, то блики будут при повороте смещаться относительно друг друга. Сместим линзу несколько раз поперек оси в разных направлениях, одновременно наблюдая за бликами. Как только они станут неподвижными относительно друг друга, линза центрирована.
Теперь нужно сошлифовать ее асимметричный выступ. Наклоним станок и, включив его, подведем к линзе латунную пластинку на треугольном основании (рис. 69, д). Смочив пластину и подсыпав абразива № 6, осторожно подведем ее к линзе. Линза начнет стучать н одновременно будет сошлифовываться ее выступающий край. Будем медленно продвигать пластинку в направлении к центру линзы. Через некоторое время линза перестанет стучать, но ее диаметр может оказаться несколько больше расчетного. Тогда, измеряя время от времени штангенциркулем диаметр, продолжим кругление.
В свое время автор, отшлифовавишй немало зеркал, был потрясен тем, что линзу для окуляра можно сделать всего за вечер, а eсли все подготовлено и есть минимальный навык, то можно сделать и пару линз. Если у вас есть заготовки из флинта, можно попытаться сделать и ахроматические линзы для более сложных окуляров. Ничего особенно сложного в этом нет.
Ахроматически линзы обычно оклеиваются, так как цельную “склейку” легче монтировать и кроме того, потери на отражение значительно снижаются. Склеивают линзы бальзамином, который лучше канадского бальзама, но его сравнительно трудно достать, или канадским бальзамом, который можно купить в магазинах “Химреактив”.
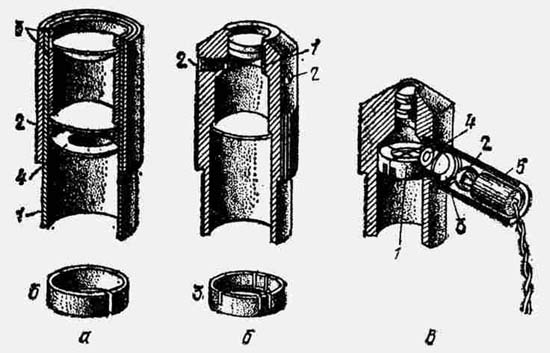
Рис. 70. Конструкция оправ окуляров: а — окуляр в картонной трубке, 1 — картонная трубка, 2 — слои бумаги, 3 — трубки-вкладыши, 4 — полевая диафрагма, 5 — пружинящее кольцо; б — окуляр в точеной металлической оправе, 1 — колечко, 2 — винт, 3 — кольцо; в—окуляр с освещенным крестом нитей, 1 — сетка (перекрестие), 2 — лампочка, 3 — светофильтр, 4 — диафрагма, 5 — трубка.
Несколько кусочков бальзама кладут в небольшую пробирку и ставят ее в металлическую кружку, наполненную водой. Нагревают на плите воду до кипения. В этот момент бальзам готов к употреблению. Одновременно на конфорку, включенную на малую мощность, кладут кусочек дощечки толщиной в несколько миллиметров. На эту прокладку укладывают линзы. После того как они нагрелись до 60—70 °С, капают небольшую каплю на вогнутую поверхность одной из линз. Уложив на нее вторую линзу, сильно сжимают их обе, не опасаясь того, что поверхности окажутся запачканными бальзамом. Внимательно следят за тем, чтобы бальзам на склеиваемых поверхностях быстро и равномерно без пузырьков воздуха заполнял всю поверхность. Сразу, как только бальзам pастечется и его излишки будут выдавлены, кладут склейку остывать. Затвердевшие излишки бальзама на торце линз cкалывают ножом, а всю линзу тщательно протирают скипидаром. Когда не останется следов бальзама, линзу моют с мылом и протирают спиртом. Окончательно, еще до высыхания спирта, линзу споласкивают водой.
Сделанные самостоятельно или приобретенные линзы нужно установить в оправе. Pис. 70 показывает несколько вариантов оправ для окуляров. На худой конец оправа может быть сделана из бумаги, склеенной эпоксидной смолой. Но лучше ее выточить из твердого алюминия на токарном станке. Перед установкой линз на место оправу нужно внутри выкрасить черной матовой краской н дать ей в течение суток высохнуть, иначе линзы будут запотевать изнутри.
Предыдущий параграф |
Глава третья |
|